![]()
 服务热线:138 2720 7873
服务热线:138 2720 7873
![]() 服务热线:138 2720 7873
服务热线:138 2720 7873

东莞市两房电子科技有限公司
联系人:张先生
手 机:13827207873
电 话:0769-81821189 销售部
邮 箱:brui168@163.com
网 址:www.dgbairui.com
地 址:东莞市茶山镇南社工业区同富达工业园A栋
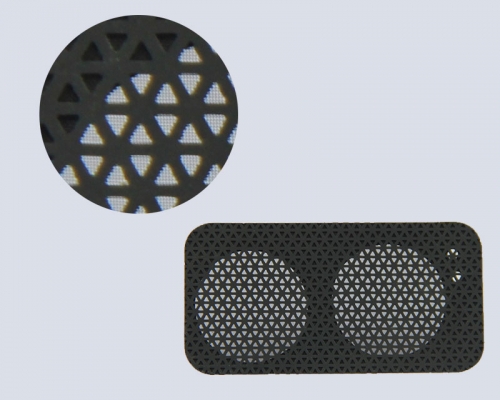
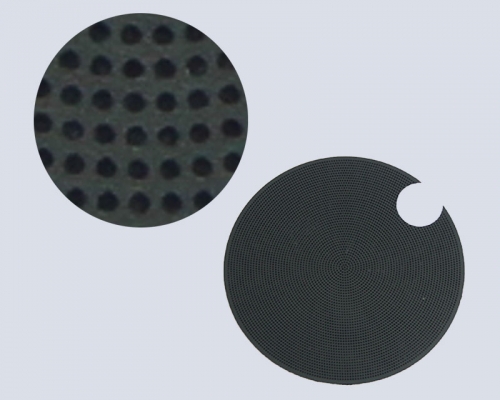
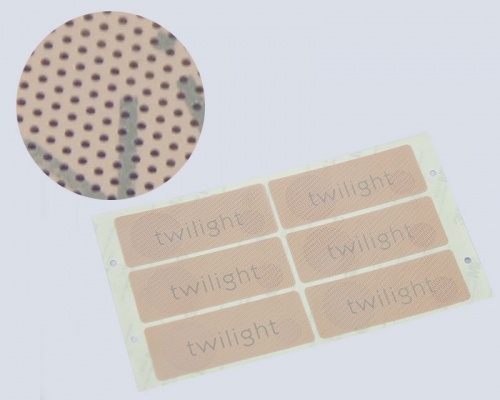
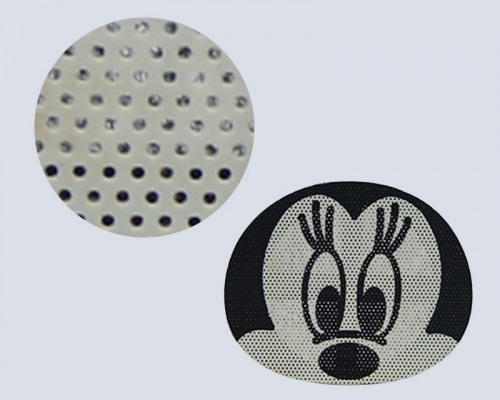
在生产塑胶喇叭网时,以下是一些控制表面平整度的方法:
一、模具设计与制造方面
精 密模具加工
首先,模具的加工精度至关重要。采用高精度的加工设备,如数控加工中 心(CNC)来制造模具。CNC 加工可以zhun 确地控制模具型腔的尺寸和形状,误差可以控制在非常小的范围内,通常可以达到 ±0.01mm 甚至更高的精度。
对于模具表面,要进行精细的研磨和抛光处理。例如,使用粒度逐渐减小的砂纸或研磨膏进行多次研磨,从粗粒度(如 120 目)开始,逐步过渡到细粒度(如 1000 目以上),使模具表面的粗糙度达到 Ra0.8μm 以下,这样可以确保塑胶喇叭网在成型时,表面能够获得良好的复制效果。

合理的模具结构
设计合理的浇口位置和数量。浇口是塑料熔体进入模具型腔的通道,浇口位置不当可能导致塑料熔体在型腔中流动不均匀。例如,对于大型的塑胶喇叭网模具,采用多点浇口可以使塑料熔体更均匀地填充型腔,避免因熔体流动不平衡而产生表面不平整的情况。
同时,要设计良好的冷却系统。冷却不均匀会导致塑胶部件收缩不一致,从而影响表面平整度。采用冷却管道均匀分布的模具设计,并且根据塑胶材料的热性能和部件的形状来优化冷却管道的直径、间距和冷却液的流速等参数。例如,对于厚度不均匀的塑胶喇叭网模具部分,可以采用变截面的冷却管道,使冷却速度与塑胶部件的厚度相匹配。
二、注塑工艺方面
注塑参数控制
注塑压力的控制是关键因素之一。如果注塑压力过高,塑料熔体在型腔中会产生较大的冲击力,可能导致表面出现波纹或变形。一般根据塑胶材料的流动性和模具的结构来调整注塑压力,例如,对于流动性较好的 ABS 塑胶材料,注塑压力可以设置在 50 - 80MPa 之间。
注塑速度也需要准确控制。过快的注塑速度会使塑料熔体在型腔中形成紊流,影响表面质量。适当降低注塑速度,采用多级注塑的方式,在填充初期采用较慢的速度,确保熔体平稳地填充型腔,然后在填充后期根据需要适当提高速度,以保证部件的完整性。
保压阶段对于控制塑胶喇叭网的表面平整度同样重要。保压压力和保压时间的合理设置可以补偿塑胶在冷却过程中的体积收缩。保压压力一般为注塑压力的 60% - 80%,保压时间根据部件的厚度和尺寸来确定,通常每毫米厚度保压时间在 3 - 5 秒左右。
塑料原料的处理
塑胶原料在注塑前要进行干燥处理。如果原料中含有水分,在注塑过程中,水分会变成水蒸气,导致塑胶部件表面出现气泡、缩水等缺陷,影响表面平整度。例如,对于聚碳酸酯(PC)塑胶材料,其干燥温度一般为 120℃左右,干燥时间不少于 4 小时,使原料的含水量控制在 0.02% 以下。
对塑胶原料进行混合和添加剂的使用也需要注意。有时会添加一些润滑剂或填充剂来改善塑胶的性能。这些添加剂要均匀地分散在原料中,否则可能会导致局部性能差异,影响表面平整度。可以采用高速混合机对原料和添加剂进行充分混合,混合时间一般在 10 - 15 分钟左右,确保添加剂均匀分布。
三、后处理工艺方面
退火处理
退火是一种常用的后处理方法,可以消除塑胶喇叭网在注塑过程中产生的内应力。内应力会导致部件变形,从而影响表面平整度。将注塑后的塑胶喇叭网放入烘箱中进行退火处理,退火温度一般比塑胶材料的热变形温度低 10 - 20℃,例如,对于聚丙烯(PP)塑胶材料,热变形温度约为 100 - 120℃,退火温度可以设置在 80 - 100℃,退火时间根据部件的尺寸和厚度而定,一般为 2 - 4 小时。在退火过程中,塑胶分子链会重新排列,内应力得到释放,从而提高表面平整度。
表面处理
如果塑胶喇叭网表面出现轻微的不平整,可以采用表面打磨或抛光的方法进行修复。对于表面粗糙度稍高的情况,可以使用砂纸或研磨机进行打磨,从较粗的砂纸开始,如 240 目,逐渐过渡到细砂纸,如 800 目以上。
对于需要高光泽度的塑胶喇叭网,还可以采用化学抛光或电镀等方法。化学抛光是利用化学溶液对塑胶表面进行微蚀处理,使表面更加光滑。电镀则是在塑胶表面沉积一层金属膜,不仅可以提高表面平整度,还可以增加部件的美观度和耐磨性。
 在线咨询
在线咨询